Biomass Pyrolysis Modeling Using Aspen Plus
Project Description
This project focuses on the simulation of fast pyrolysis of lignocellulosic biomass for the production of bio-oil, char, and non-condensable gases using Aspen Plus. Fast pyrolysis is a thermochemical process in which dried biomass is rapidly heated in the absence of oxygen to temperatures around 500 °C. In this study, biomass is introduced into a fluidized bed riser reactor along with hot circulating sand, which provides the necessary heat for rapid thermal decomposition. Within a short residence time, the biomass is converted into vapors, aerosols, non-condensable gases, and solid char, representing the primary products of the pyrolysis process.
The generated vapors are cooled and condensed to yield liquid bio-oil, while the remaining solid char is collected and utilized for energy recovery. The integrated Aspen Plus model includes all major process units, such as feed preparation, riser reactor simulation based on pyrolysis kinetics, char combustion for heat generation, and a quench–absorption system for vapor condensation and product separation. By modeling these interconnected operations, the simulation captures the dynamic interactions and energy flows of an industrial fast pyrolysis system.
Mass, energy, and carbon balances are conducted to evaluate overall process performance and product distribution. The model also incorporates heat integration, where energy from char combustion is recycled to sustain the endothermic pyrolysis reactions, enhancing the process’s thermal efficiency. This framework provides a realistic and detailed representation of industrial fast pyrolysis systems, supporting process optimization, scale-up studies, and the development of sustainable biofuel production strategies.
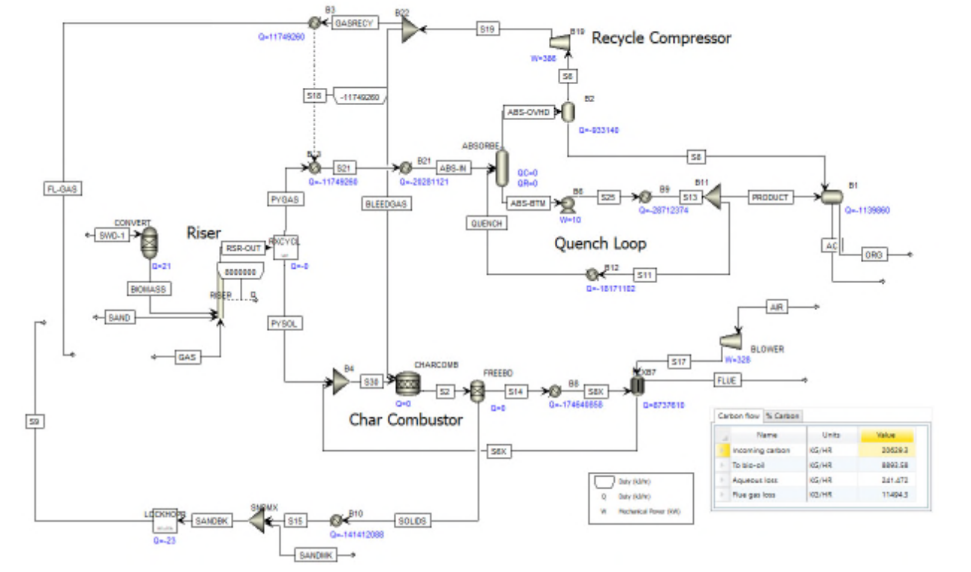
Process Flow Diagarm
Optimization Strategy
The optimization strategy focuses on maximizing bio-oil yield while maintaining thermal stability and efficient energy integration throughout the process. Key operating variables such as reactor temperature, sand-to-biomass ratio, and biomass moisture content are carefully adjusted to achieve rapid heat transfer and uniform reaction conditions. Maintaining an optimal temperature around 500 °C ensures high liquid yield while preventing excessive secondary cracking that would increase gas formation. Proper control of sand circulation and heat recovery from the char combustor ensures continuous and energy-efficient reactor operation.
Additional optimization is performed in the vapor recovery section by improving quench and absorber performance to enhance condensation efficiency and minimize organic losses. Gas recycle ratios are adjusted to recover uncondensed vapors and maintain stable fluidization conditions in the riser. Process monitoring of temperature profiles, flow rates, and recycle streams ensures steady-state operation and balanced energy consumption. This integrated optimization approach improves product recovery, reduces energy demand, and enhances overall process efficiency and operational reliability.
Feedstock & Component Specification
Softwood (e.g., Douglas-Fir) is selected as the feedstock with a dry ash-free composition including cellulose, hemicellulose, lignin, and extractives. Incoming biomass contains approximately 10% moisture. Sand is preheated to around 765 °C and circulated at a sand-to-biomass ratio of 8.5 to provide the required thermal energy. Non-condensable gases are used for fluidization. Biomass components, intermediates, char, water, and bio-oil products are defined using Aspen BIOFEED and PURE databanks to ensure accurate physical and thermodynamic representation.
Riser Reactor & Modeling
The riser reactor is modeled as a one-dimensional system using Aspen Custom Modeler (ACM). Pyrolysis reaction kinetics are based on the Ranzi mechanism, incorporating thermal decomposition pathways for biomass components. The model includes fluidization behavior, heat transfer between sand, gas, and biomass particles, and solid conversion dynamics. Key design parameters include a reactor diameter of 1.5 m, reaction zone length of 17 m, biomass particle size of 2 mm, and sand particle size of 0.5 mm. Proper specification of porosity and biomass density is essential for model convergence and accurate performance prediction.
Char Combustor
Model results are compared with plant data for key parameters i Solid char separated from the riser is combusted in an adiabatic RSTOIC reactor. Ash is removed from the system, and air flow is controlled to maintain approximately 2% oxygen in the flue gas. The heat generated from char combustion is transferred to the circulating sand, which is then recycled back to the riser reactor to sustain the endothermic pyrolysis process, ensuring thermal self-sufficiency including solvent loading, temperature distribution, CO₂ capture rate, steam consumption, and off-gas composition. The simulation shows strong agreement with operating data and confirms a capture capacity of approximately 130 tpd of CO₂. Economic evaluation estimates operating and capital costs, while carbon tracking assesses overall emission reduction performance and potential carbon costbenefits.
Quench & Separation
Hot pyrolysis vapors are cooled in a quench system and then sent to a 10-stage RADFRAC absorber where organic bio-oil and aqueous phases are separated. Approximately 94% of the non-condensable gas is recycled back to the riser to maintain fluidization and improve recoveryefficiency, while the remaining 6% is directed to the char combustor. This configuration minimizes loss of valuable components and improves overall process performance.
Simulation Results
The model is based on a feed rate of 41,233 kg/h of dry biomass (equivalent to 1,000 MT/day). Carbon distribution results indicate approximately 43% conversion to bio-oil, about 1% loss to aqueous phase, and the remaining 56% converted to flue gas and combustion products. Char combustion provides sufficient energy to maintain the required riser operating temperature, demonstrating effective heat integration.
Projects Insight
Sand-to-Biomass Ratio
- Ensures uniform heat distribution throughout the riser.
- Optimizes pyrolysis reaction efficiency.
- Prevents hot spots and incomplete conversion.
Recycle Loops
- Recover uncondensed vapors back to the reactor.
- Reduce material loss and improve efficiency.
- Maintain stable operation of riser and absorber
Moisture Content
- High moisture reduces bio-oil yield.
- Increases energy requirement for heating.
- Affects product distribution between char and gas
Reactor Parameters
- Reactor diameter affects fluidization and residence time.
- Reaction zone length influences conversion completeness.
- Particle size controls heat and mass transfer rates.
Component Definition
- Accurate biomass composition ensures reliable mass balance.
- Proper property estimation maintains energy balance.
- Improves prediction of carbon conversion and product yields
Char Combustion
- Provides heat to sustain pyrolysis reactions.
- Ensures complete char burnout with minimal ash carryover.
- Supports energy recovery for continuous operation.
Conclusion
The Aspen Plus simulation of fast biomass pyrolysis provides a comprehensive and integrated understanding of thermochemical conversion for bio-oil production. By combining accurate feed characterization, detailed reactor modeling, efficient char combustion, and optimized vapor recovery, the process achieves balanced mass, energy, and carbon performance. The study highlights the importance of temperature control, heat integration, recycle optimization, and feed quality in maximizing liquid yield and maintaining stable operation. Energy recovery from char and effective gas recycling improve overall process efficiency and sustainability. This model serves as a strong foundation for process design, optimization, and industrial scale-up of biomass-to-biofuel systems, supporting the development of reliable and environmentally sustainable renewable energy technologies.