Modeling and Performance Evaluation of Vapor Compression Heat Pump Assisted Distillation (HPAD) Column with Multi Downcomer (MD) Trays in Aspen Plus
Project Description
The progressive depletion of fossil fuels and stringent environmental regulations have intensified the demand for energy-efficient separation technologies. Vapor Compression Heat Pump Assisted Distillation (HPAD) has emerged as an advanced energy integration technique, particularly effective for separating close-boiling mixtures such as propane–propylene systems. This project focuses on modeling a C3 splitter HPAD column equipped with Multi Downcomer (MD) trays using Aspen Plus to evaluate performance, hydraulics, and energy efficiency.
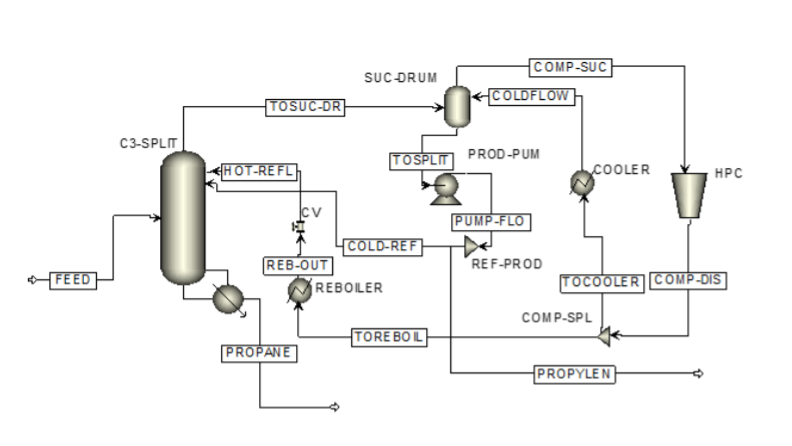
The case study considers a 150 tons/hr FCC cracked LPG feed stream operating at 22 barg and 58°C, containing 65% propylene and 35% propane (mole basis). Due to the relative volatility being close to unity, a large number of trays (190 stages) and a high reflux ratio (~14) are required to achieve 99.9% mole purity propylene product while limiting propylene loss in bottoms to below 5% mole purity. The column operates at 7 barg, and overhead vapor is compressed to 16 barg to enable heat integration.
IIn the HPAD configuration, compressed overhead vapor provides reboiler duty, significantly reducing external heating requirements. A portion of condensed top vapor is recycled as reflux, while the remaining stream is withdrawn as product. The column is hydraulically rated using 189 MD trays with 6 lattice downcomers, 0.45 m tray spacing, and a diameter of 7.5 m. Compared to conventional sieve trays, MD trays significantly reduce column diameter and pressure drop, improving overall efficiency
Process Flow Diagarm
Optimization Strategy
The optimization strategy centers on minimizing energy consumption while maintaining strict product purity constraints. Key optimization variables include compressor discharge pressure, hot and cold reflux split ratios, tray efficiency, and column pressure drop. Sensitivity analysis is conducted to balance compressor power requirements with reboiler heat integration to achieve
near energy self-sufficiency.
Hydraulic optimization focuses on tray type selection. Multi Downcomer (MD) trays reduce vapor–liquid traffic limitations, allowing smaller column diameters and lower pressure drop compared to sieve trays. By reducing pressure drop from 1.04 bar to 0.75 bar and diameter from 13.2 m to 7.5 m, MD trays offer significant capital and operational savings while maintaining similar separation performance.
Vapor Compression Heat Pump Integration
In HPAD systems, overhead vapor is compressed and used as the heating medium for the column bottoms. This internal heat recovery mechanism drastically reduces external steam
requirements and improves thermodynamic efficiency, particularly for close-boiling separations.
Multi Downcomer Tray Hydraulics
MD trays enhance vapor-liquid contact efficiency while reducing pressure drop and column diameter. Their design accommodates high vapor loads, making them ideal for high reflux ratio
C3 splitter applications.
Energy and Separation Performance Comparison
Comparison between sieve trays and MD trays shows similar separation performance but substantial hydraulic and mechanical advantages for MD trays, including reduced flooding
tendency and lower compressor load.
Projects Insight
Close-Boiling Mixture Challenge
● Relative volatility near unity
● Requires high reflux ratio (~14)
● Large number of stages (190) needed
High Purity Propylene Production
● 99.86–99.87% mole purity achieved
● Bottom propane purity maintained
● Propylene loss controlled below 5%
Heat Pump Energy Integration
● Overhead vapor compressed from 7 to 16 barg
● Latent heat reused for reboiling
● Reduced external energy demand
MD Tray Hydraulic Advantage
● Column diameter reduced to 7.5 m
● Pressure drop lowered to 0.75 bar
● Improved flooding margin (73%)
Reflux Management Strategy
● Hot reflux via flashed compressed vapor
● Cold reflux via pump-around system
● Optimized reflux split improves purity
Industrial-Scale Feasibility
● 150 tons/hr feed handling
● 85+ Gcal/hr reboiler duty integration
● Suitable for FCC downstream separation
Conclusion
This project demonstrates the modeling and evaluation of a Vapor Compression Heat Pump Assisted Distillation (HPAD) column equipped with Multi Downcomer (MD) trays for C3 separation in Aspen Plus. The integration of vapor compression significantly enhances energy efficiency by recovering latent heat from overhead vapor, reducing external utility requirements. Compared to conventional sieve trays, MD trays provide superior hydraulic performance, reduced pressure drop, and smaller column diameter while maintaining equivalent separation efficiency. The developed model serves as a strong framework for industrial-scale C3 splitter optimization, energy integration studies, and advanced distillation system design.