Rigorous Modeling and Simulation of Wet Flue Gas Desulfurization (FGD) Using Aspen Plus
Project Description
Flue Gas Desulfurization (FGD) is a critical environmental control technology used to remove sulfur oxides (SOx) from boiler flue gases to comply with emission regulations such as those mandated under the Clean Air Act. This project presents the rigorous simulation of a wet limestone-based FGD process using Aspen Plus, incorporating solution chemistry, gas-liquid equilibrium, and solids precipitation mechanisms.
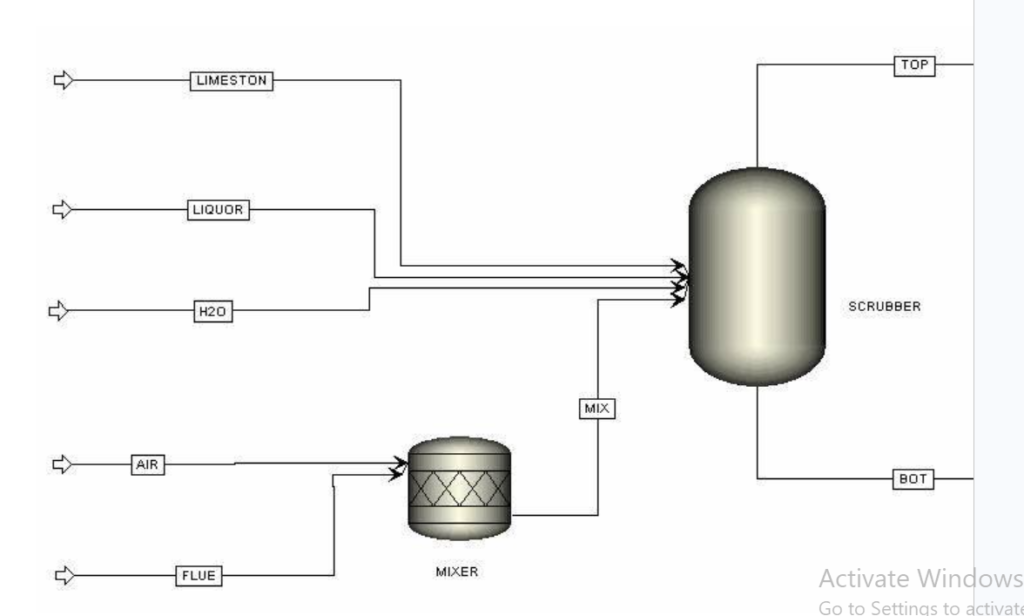
In the modeled process, flue gas containing sulfur dioxide (SO₂) is first mixed with air, where SO₂ is assumed to oxidize to sulfur trioxide (SO₃). The oxidized gas then enters a wet scrubber, where it contacts an aqueous slurry of calcium carbonate (CaCO₃). Chemical reactions convert sulfur oxides into calcium sulfate (CaSO₄), forming gypsum, which has low solubility and precipitates as a solid phase.
The slurry effluent undergoes solid-liquid separation via clarification or ponding. The clarified liquid is recycled to the scrubber to maintain slurry composition, while gypsum solids are removed as a waste byproduct. The model integrates vapor-liquid equilibrium (VLE), electrolyte chemistry, and solid formation to predict SOx removal efficiency, gypsum production rate, and liquid recycle behavior under varying operating conditions.
Process Flow Diagarm
Optimization Strategy
The optimization objective is to maximize SOx removal efficiency while minimizing limestone consumption and waste generation. Key operating variables include liquid-to-gas ratio, slurry pH, air flow rate for oxidation, and recycle ratio. Maintaining optimal pH ensures efficient absorption of sulfur oxides while preventing excessive reagent usage.
Sensitivity analysis is conducted on slurry concentration and oxidation rate to balance reaction completeness and gypsum precipitation. Excessive oxidation or improper slurry concentration can lead to scaling and operational inefficiencies. A well-optimized recycle stream stabilizes system chemistry and reduces freshwater requirements, improving sustainability and operating cost performance.
Process Chemistry and Reaction Modeling
The model accounts for:
- Gas-phase oxidation of SO₂ to SO₃
- Absorption of SOx into aqueous phase
- Neutralization by calcium carbonate
- Precipitation of calcium sulfate (gypsum)
Electrolyte interactions are modeled using aqueous property methods suitable for ionic species.
Physical Property Configuration
Molecular components (H₂O, CO₂, N₂, O₂, SO₂, SO₃, HCl, HF) are obtained from Aspen
databanks. Ionic species are sourced from the Aqueous databank. Henry’s Law is applied for
supercritical gases to model gas solubility accurately
Solids Handling and Precipitation
Gypsum is modeled as a low-solubility solid phase.
- Precipitation occurs in the scrubber slurry
- Solid-liquid separation removes gypsum
- Clarified liquid is recycled to maintain process stability
Projects Insight
Environmental Compliance
- Reduces SOx emissions significantly
- Supports regulatory compliance
- Applicable to boilers and incinerators
Gypsum Formation and Handling
- Valuable byproduct in some markets
- Requires proper solid-liquid separation
- Affects slurry rheology
Wet Scrubbing Advantage
- High removal efficiency
- Mature industrial technology
- Suitable for large-scale applications
Process Recycle Stability
- Reduces water consumption
- Maintains consistent slurry chemistry
- Improves reagent utilization
Role of Electrolyte Modeling
- Essential for accurate reaction chemistry
- Captures ionic equilibrium
- Predicts scaling and precipitation
Industrial Application Scope
- Power plants
- Chemical manufacturing facilities
- Waste incineration units
Conclusion
This project demonstrates the rigorous simulation of a wet limestone Flue Gas Desulfurization process using Aspen Plus, integrating gas-phase reactions, electrolyte solution chemistry, and solid precipitation. The model provides reliable prediction of SOx removal efficiency, gypsum formation, and energy requirements while supporting environmental compliance objectives. Through careful optimization of slurry composition, oxidation conditions, and recycle configuration, the FGD system can achieve high sulfur removal performance with controlled operating costs and waste management considerations.