Simulation of Heterogeneous Azeotropic Distillation of Water–n-Butanol System Using Aspen Plus
Project Description
The production of n-butanol (biobutanol) through batch fermentation is limited by product inhibition, as increasing alcohol concentration reduces microbial activity and fermentation efficiency. As a result, the downstream separation process must efficiently recover low concentrations of n-butanol from water. However, the water–n-butanol system forms a heterogeneous azeotrope, making separation by simple distillation challenging.
Heterogeneous azeotropic mixtures exhibit liquid-liquid phase splitting upon condensation. This unique thermodynamic behavior can be exploited to enhance separation efficiency. In the water–n-butanol system, condensed vapor naturally separates into a water-rich phase and an organic-rich (butanol-rich) phase, enabling improved recovery through decantation followed by further distillation.
This project focuses on simulating a two-column and decanter configuration in Aspen Plus to separate water and n-butanol efficiently. The model evaluates vapor-liquid-liquid equilibrium behavior, azeotropic composition limits, and energy requirements. Reboiler duties are adjusted in both columns to achieve nearly pure n-butanol and water product streams while maintaining thermodynamic feasibility
Process Flow Diagarm
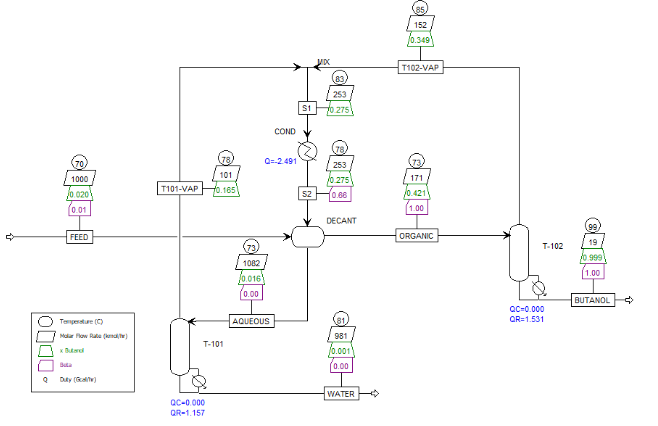
Optimization Strategy
The separation strategy utilizes a first distillation column (T-101) to concentrate n-butanol in the overhead vapor stream up to the heterogeneous azeotropic limit at the given operating conditions. The condensed overhead is sent to a decanter, where it naturally separates into two immiscible liquid phases: a water-rich phase and an organic-rich phase. The organic phase is recycled or sent to a second column for further purification.
The second distillation column (T-102) refines the organic-rich phase to obtain high-purity n-butanol, while the water-rich phase is either withdrawn as product or recycled to improve separation efficiency. Reboiler duties (QR) in both columns are optimized to balance product purity and energy consumption, ensuring stable operation and efficient phase splitting behavior.
Projects Insight
Thermodynamic Behavior
- Water and n-butanol form a heterogeneous azeotrope
- Vapor condensation results in liquid-liquid phase splitting
- Azeotropic composition limits maximum overhead concentration
Second Distillation Column (T-102)
- Further purifies organic-rich phase
- Achieves near-pure n-butanol product
- Adjusted reboiler duty improves purity
First Distillation Column (T-101)
- Concentrates butanol up to azeotropic limit
- Produces overhead vapor for phase separation
- Reboiler duty controls separation efficiency
Energy Optimization
- Reboiler duty (QR) influences separation performance● Energy demand depends on azeotropic composition
- Heat integration can reduce operational costs
Decanter Operation
- Splits condensed vapor into two immiscible liquid phases
- Produces water-rich and organic-rich streams
- Beta fraction represents molar phase split ratio
Process Control Considerations
- Butanol concentration limited by azeotropic equilibrium
- Stable decanter operation is essential
- Column pressure affects phase behavior and purity
Conclusion
The Aspen Plus simulation of heterogeneous azeotropic distillation for the water–n-butanol system demonstrates an effective strategy for separating biobutanol from dilute fermentation mixtures. By exploiting liquid-liquid phase splitting behavior after condensation, the two-column and decanter configuration overcomes the limitations imposed by azeotropic equilibrium. The first column concentrates butanol to the heterogeneous azeotropic composition, while the decanter enables phase separation that enhances downstream purification. The second column refines the organic-rich phase to achieve high-purity n-butanol, with reboiler duties optimized to balance energy efficiency and product quality. This approach highlights the importance of understanding vapor-liquid-liquid equilibrium in designing separation systems for bio-based chemicals. Although azeotropic constraints limit achievable concentrations in single-column systems, the integrated two-column/decanter design provides an energy-efficient and technically feasible solution for industrial-scale biobutanol purification.