Bioethanol Production from Corn Stover – Aspen Plus Model
Project Description
This project focuses on the simulation of bioethanol production from corn stover using a biochemical conversion pathway in Aspen Plus. Bioethanol is a renewable transportation fuel and a sustainable alternative to fossil-based gasoline. Unlike first-generation ethanol derived from food crops, corn stover is a lignocellulosic agricultural residue that does not compete with the food supply, making it an environmentally and economically attractive feedstock for industrial biofuel production.
The process begins with feed handling, where corn stover with defined moisture and ash content is introduced into the system. Screening and milling operations reduce the particle size to enhance surface area and improve reaction efficiency in downstream operations. The prepared biomass is subjected to dilute-acid pretreatment at elevated temperature, which primarily converts hemicellulose into xylose (C5 sugar) and increases the accessibility of cellulose fibers. After pretreatment, solid–liquid separation recovers the liquid fraction rich in C5 sugars for fermentation.
The remaining solid fraction, containing cellulose and lignin, proceeds to enzymatic hydrolysis, where cellulose is converted into glucose (C6 sugar) using enzyme kinetics. The C5 and C6 sugar streams are processed in separate batch fermentation reactors to reflect their distinct conversion behaviors. Yeast converts the fermentable sugars into ethanol and carbon dioxide under controlled operating conditions. The ethanol-rich streams are then combined and sent to a two-step distillation recovery system consisting of a beer column and a rectification column to achieve near-azeotropic ethanol purity. Residual solids and lignin-rich biomass are removed as process residue or considered for energy recovery, supporting process sustainability and integration.
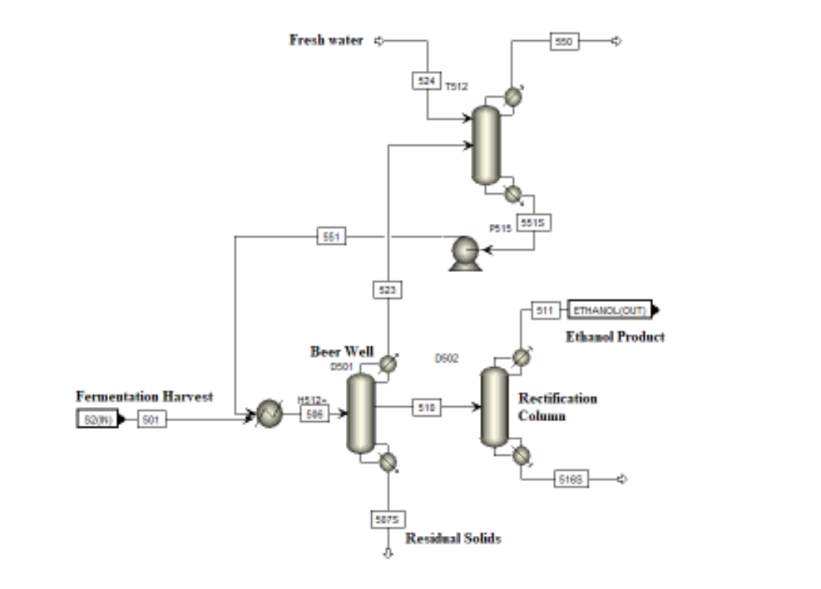
Process Flow Diagarm
Optimization Strategy
The operational strategy is designed to maximize ethanol yield while maintaining stable, energy-efficient plant operation. Feed preparation is carefully controlled to ensure consistent particle size distribution, improving pretreatment effectiveness and enzymatic accessibility. Pretreatment variables such as temperature, acid concentration, and residence time are optimized to enhance hemicellulose conversion while minimizing inhibitor formation and sugar degradation.
Hydrolysis and fermentation stages are optimized through proper enzyme dosing, reaction time control, and nutrient management to ensure high sugar-to-ethanol conversion without excessive operating cost. Separate optimization of C5 and C6 fermentation improves overall productivity due to their different kinetic characteristics. In the recovery section, distillation conditions and heat management are refined to reduce steam consumption and maintain stable column performance. These integrated control measures create a balanced and economically viable bioethanol production system.
Model Framework and Components
The biomass feedstock is defined using the BIOFEED databank with detailed composition including cellulose, hemicellulose, lignin fractions, extractives, proteins, moisture, and ash. Biocomponents such as yeast and enzymes are incorporated from the FERMENT databank, while conventional components including water, ethanol, glucose, xylose, acids, and gases are also included. The NRTL property method is applied to model liquid-phase thermodynamics of the aqueous-organic system accurately
Reaction and Conversion Sections
Pretreatment reactions simulate hemicellulose breakdown and partial biomass degradation under acidic conditions. Enzymatic hydrolysis converts cellulose into glucose using kinetic reaction models that reflect enzyme activity. Separate batch fermentation sub-flowsheets are implemented for C5 and C6 sugars, incorporating sugar consumption, ethanol production, carbon dioxide formation, and biomass growth. This structured modeling approach ensures realistic representation of time-dependent biochemical conversion behavior.
Product Recovery and Separation
Ethanol recovery is achieved through a two-stage distillation system. The beer column removes solids, yeast, enzymes, and heavy components while producing an ethanol–water vapor stream. The rectification column further purifies ethanol to near-azeotropic concentration suitable for fuel applications. Bottom streams containing residual solids and lignin-rich material are withdrawn for disposal or potential energy recovery, contributing to improved process sustainability and energy balance.
Projects Insight
Importance of Pretreatment Efficiency
- Effective pretreatment increases sugar availability for fermentation.
- Poor operating conditions may generate inhibitors that reduce yield.
- Optimization improves overall ethanol productivity.
Enzyme Cost and Utilization
- Enzymes significantly impact operating cost.
- Proper dosage prevents unnecessary expense.
- Efficient control improves economic performance.
Separate C5 and C6 Fermentation Advantage
- Different sugars require different fermentation kinetics.
- Separate reactors improve sugar conversion efficiency.
- Enhances total ethanol output.
Energy Demand in Distillation
- Ethanol purification is energy-intensive.
- Proper column operation reduces steam usage.
- Heat management improves process efficiency
Role of Particle Size Reduction
- Smaller particle size increases reaction surface area.
- Improves enzymatic hydrolysis efficiency.
- Reduces mass transfer limitations.
Utilization of Biomass Residues
- Lignin-rich residue can generate process energy.
- Improves sustainability and overall energy balance.
- Reduces waste disposal requirements.
Conclusion
The Aspen Plus simulation of bioethanol production from corn stover provides a comprehensive and integrated representation of lignocellulosic biomass conversion into renewable fuel. By combining detailed feed characterization, pretreatment modeling, enzymatic hydrolysis, separate sugar fermentation, and energy-intensive distillation recovery, the process is evaluated as a complete and interconnected production system. The study demonstrates that precise control of reaction conditions, enzyme utilization, fermentation parameters, and thermalmanagement significantly enhances ethanol yield and operational stability. Integration of residue utilization further improves sustainability and overall process efficiency. This model serves as a robust platform for industrial scale-up, techno-economic assessment, process optimization, and sustainable biofuel development, supporting environmentally responsible energy production for future transportation needs.